杨耀臣,郭 扭,张波利,曾招斌
(中航光电科技股份有限公司,河南洛阳,471000)
电连接器接触对的可靠性接触是通过保证接触对之间的正压力来实现的,而其中单孔件的正压力的产生是依靠工装收口后产生和形成的,所以收口是产品形成正压力并保证接触性能的关键工序[1]。
故结合测试力值量化分析收口过程,通过分析其中的主要影响因素对试力效果的影响,提供一种可自适应调节的收口方式。
通过测试销针与力传感器转接连接,实现产品的插拔力测试通过力传感器进行检测,进而将测试结果以力值量化显示和存储。
每一瓣可以简化为一个悬臂梁结构模型。
该悬臂梁简化模型的弹性系数K:
(1)
其中:K-弹性系数;
E-弹性模量;
I-横截面的惯性矩;
L-悬臂梁长度。

图1 开口孔的悬臂梁结构模型示意图[1]
则从简化悬臂梁模型的弹性系数K分析可知,悬臂梁上的不同位置的弹性系数不一样,且越靠近槽口根部弹性系数越大,则收口所需的外在收口压力越大。
结合以上分析,在收口过程中与收口效果相关的工艺参数主要有收口位置、收口压力和保压时间三个参数,则通过采用单因素分析方法分析此三个工艺参数对收口效果的影响趋势分析如下。
3.2.1 收口压力
在同一收口位置下调节收口压力,并进行插拔力测试。

图2 单调节收口压力对应的插拔力峰值的变化
从图2可知,说明收口压力对插拔力测试的影响比较明显。
3.2.2 收口位置
在一定压力下调节收口位置,并进行插拔力测试。
从图3可知,说明收口位置靠近中间位置处时相对比较容易出力。
3.2.3 保压时间
通过调节收口保压时间测试收口后产品插拔力的变化趋势图。
从图4可知,保压时间可设定大于0.05s,固定保压时间设定,减少其对收口过程的影响。
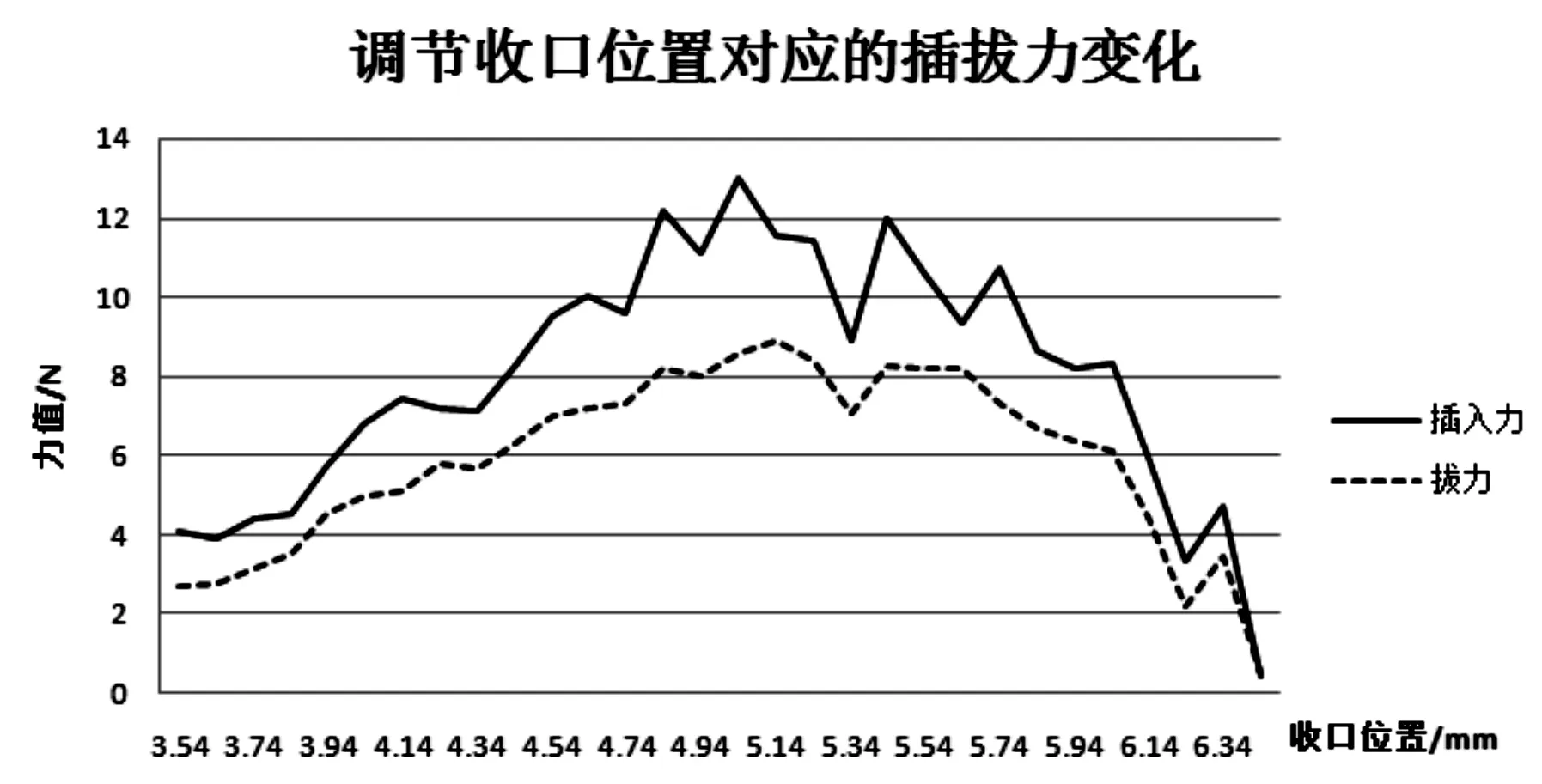
图3 单调节收口位置对应的插拔力峰值的变化

图4 保压时间对插拔力峰值的影响
结合以上分析,为减少因产品尺寸偏差或产品来料偏差而导致收口后出现较大差异的影响,则收口压力可以设置为一个较大压力状态下进行收口,确保收口时的钳口能够完全闭合,压至极限位置,并需设定一个收口初始位置,并在收口时以此位置为初始位置进行设定。
自适应调节则主要通过产品试力的结果反馈控制和调节产品收口状态,通过收口和试力值量化相结合,使得收口效果根据试力的结果进行自动调节。
综上所述,结合数字式试力方式,较好地明确了收口过程控制工艺参数的影响效果,并结合影响因素分析提供了一种收口自适应控制调节方式,通过将收口和数字试力进行结合,根据试力结果反馈收口位置调节,实现循环自适应调节,自动找到一个相对稳定的收口位置,为开口孔的收口试力提供了一种参考方式,具有一定的参考和实际应用意义。
(1)可以通过将收口压力设定为较大的并固化的收口压力状态,使得收口钳口在产品的收口位置时处在闭合极限状态,保证了收口时钳口闭合的位置是一致的,同时钳口尺寸设计对于开口孔收口后的效果影响比较关键。
(2)收口位置选择在靠近中间位置处进行收口,此处收口相对比较容易出力,并以此位置作为收口时设定的初始位置。
(3)通过收口试力一体化,一方面可以改善和提升收口后产品力值状态的一致性,产品力值分布更为集中;
另一方面可以避免产品出现过收口而导致产品使用性能出现隐患,或轻收口而出现产品力值整体偏小,影响后续工序。
扩展阅读文章
推荐阅读文章
恒微文秘网 https://www.sc-bjx.com Copyright © 2015-2024 . 恒微文秘网 版权所有
Powered by 恒微文秘网 © All Rights Reserved. 备案号:蜀ICP备15013507号-1